

ARTÍCULOS DE INVESTIGACIÓN CIENTÍFICA Y TECNOLÓGICA
Tratamiento de aguas residuales generadas en la industria de comunicación gráfica que emplea impresión tipo “Offset”. Estudio de caso1
INVENTUM
Corporación Universitaria Minuto de Dios, Colombia
ISSN: 1909-2520
ISSN-e: 2590-8219
Periodicidad: Semestral
vol. 17, núm. 33, 2022
Recepción: 01 Junio 2022
Aprobación: 01 Julio 2022
Publicación: 15 Julio 2022

Resumen: En este trabajo se evalúa el tratamiento de efluentes generados en la industria litográfica con método “offset”, aplicando el proceso de coagulación, floculación, flotación y ozonización. En el agua se miden los siguientes parámetros en cada proceso de tratamiento, estos son: pH, sólidos disueltos totales (TDS), electroconductividad (EC), carbono orgánico total (COT), demanda química de oxígeno (DQO) y turbidez. De cada proceso se analiza el porcentaje de remoción obtenido para determinar la efectividad del mismo y se realiza un análisis de costos por cada m3 de agua a tratar. El agente coagulante que reaccionó fue el policloruro de aluminio (PAC) logrando remover el 56,35% en DQO, 52,14% en COT y 92,29% en turbidez. El agua clarificada obtenida posterior al proceso de coagulación, floculación y flotación siendo sometida a oxidación con ozono obtuvo remociones del 32,91% de DQO, 94,54% de turbiedad y 27,38% de COT. Se efectuó un barrido espectrofotométrico con el objetivo de confirmar cualitativamente la remoción de contaminantes por los cambios en las absorbancias de las muestras. Para lograr una mayor disminución de DQO y COT se requiere aumentar el tiempo de ozonización, el pH del agua durante el proceso e intensificarlo con radiación UV de 254 nm que incremente la producción de ozono y radicales OH*.
Palabras clave: Industria gráfica, impresión offset, ozono, oxidación avanzada, tratamiento de aguas residuales.
Abstract: This work evaluates the treatment of effluents generated in the lithographic industry with the “offset” method, applying the coagulation, flocculation, flotation, and ozonation processes. The following parameters are measured in the water in each treatment process: pH, total dissolved solids (TDS), electroconductivity (EC), total organic carbon (TOC), chemical oxygen demand (COD), and turbidity. For each process, the percentage of removal shows the effectiveness of the process, and a cost analysis is performed for each m3 of water to be treated. The coagulating agent that reacted was aluminum polychloride (PAC), which removed 56.35% of COD, 52.14% of TOC, and 92.29% of turbidity. The clarified water obtained after the coagulation, flocculation, and flotation process and subjected to oxidation with ozone obtained removals of 32.91% COD, 94.54% turbidity, and 27.38% TOC. A spectrophotometric sweep was carried out to qualitatively confirm the removal of contaminants by changes in the absorbances of the samples. To achieve a greater decrease in COD and TOC, it is necessary to increase the ozonation time, and the pH of the water during the process and intensify it with UV radiation of 254 nm to increase the production of ozone and OH* radicals.
Keywords: Printing industry, offset printing, ozone, advanced oxidation, wastewater treatment.
Resumo: Este trabalho avalia o tratamento dos efluentes gerados na indústria litográfica com o método “offset”, aplicando o processo de coagulação, floculação, flotação e ozonização. Os seguintes parâmetros da água são medidos em cada processo de tratamento: pH, sólidos dissolvidos totais (TDS), eletro condutividade (EC), carbono orgânico total (TOC), demanda química de oxigênio (COD) e turbidez. Para cada processo, a porcentagem de remoção obtida é analisada para determinar a eficácia do processo sendo feita uma análise de custo para cada m3 de água a ser tratada. O agente coagulante que reagiu foi o policloreto de alumínio (PAC), que removeu 56,35% da CQO, 52,14% da COT e 92,29% da turbidez. A água clarificada obtida após o processo de coagulação, floculação e flutuação e submetida à oxidação com ozônio obteve remoções de 32,91% de COD, 94,54% de turbidez e 27,38% de TOC. Foi realizada uma varredura espectrofotométrica de modo a confirmar qualitativamente a remoção de poluentes através de mudanças nas absorvâncias das amostras. Para conseguir uma maior redução na DQO e COT, é necessário aumentar o tempo de ozonização, o pH da água durante o processo e intensificar o processo com radiação UV de 254 nm, aumentando a produção de ozônio e radicais OH*.
Palavras-chave: Indústria de impressão, impressão offset, ozônio, oxidação avançada, tratamento de águas residuais.
r atamiento de aguas residuales generadas en la industria de comunicación gráfica que emplea impresión tipo “Offset”. Estudio de caso1
Resumen
En este trabajo se evalúa el tratamiento de efluentes generados en la industria litográfica con método “offset”, aplicando el proceso de coagulación, floculación, flotación y ozonización. En el agua se miden los siguientes parámetros en cada proceso de tratamiento, estos son: pH, sólidos disueltos totales (TDS), electroconductividad (EC), carbono orgánico total (COT), demanda química de oxígeno (DQO) y turbidez. De cada proceso se analiza el porcentaje de remoción obtenido para determinar la efectividad del mismo y se realiza un análisis de costos por cada m3 de agua a tratar. El agente coagulante que reaccionó fue el policloruro de aluminio (PAC) logrando remover el 56,35% en DQO, 52,14% en COT y 92,29% en turbidez. El agua clarificada obtenida posterior al proceso de coagulación, floculación y flotación siendo sometida a oxidación con ozono obtuvo remociones del 32,91% de DQO, 94,54% de turbiedad y 27,38% de COT. Se efectuó un barrido espectrofotométrico con el objetivo de confirmar cualitativamente la remoción de contaminantes por los cambios en las absorbancias de las muestras. Para lograr una mayor disminución de DQO y COT se requiere aumentar el tiempo de ozonización, el pH del agua durante el proceso e intensificarlo con radiación UV de 254 nm que incremente la producción de ozono y radicales OH*.
Palabras clave: Industria gráfica, impresión offset, ozono, oxidación avanzada, tratamiento de aguas residuales.
I. INTRODUCCIÓN
En la industria litográfica con impresión “offset” se generan aguas residuales, emisiones gaseosas y residuos sólidos ordinarios y peligrosos [1], como resultado del proceso de producción de revistas y material gráfico diverso. Las aguas residuales generadas en este tipo de industria se caracterizan por presentar alta variabilidad en su composición química debido a la diferencia de materiales empleados en el proceso productivo, y por presentar alta carga contaminante, que en términos de carga orgánica, se ve reflejada en valores elevados en la concentración de la demanda química de oxígeno (DQO), así como también, una muy baja biodegradabilidad (DBO5/DQO<0,3), además de la presencia de sólidos suspendidos totales (SST), sólidos disueltos (SD), dureza total, turbidez y color, junto a una elevada toxicidad [1], [2], [3].
La normatividad legal vigente en Colombia clasifica este tipo de efluentes como desechos resultantes de la producción, preparación y utilización de disolventes orgánicos, categoría Y6 [4]. Este hecho hace obligatoria la gestión de estos residuos para disminuir el impacto ambiental que puedan ocasionar. Ante esta situación, las empresas de la industria gráfica deben realizar el tratamiento de sus aguas residuales y cumplir a cabalidad la normatividad; con base en lo anterior, este documento presenta los resultados de una alternativa de tratamiento que consiste en clarificar el agua por coagulación, floculación y flotación, y posteriormente el agua clarificada es sometida a un tratamiento por oxidación química mediante ozono, reduciendo la concentración de materia orgánica y color.
En la actualidad, las investigaciones relacionadas al tratamiento de aguas residuales generadas en la industria gráfica han implementado múltiples metodologías para remover los contaminantes presentes. Una de estas metodologías emplea la adsorción sobre discos de octadecilsilano (C18), en dicho proyecto los investigadores eliminaron compuestos orgánicos volátiles (benceno, xileno, tolueno y etilbenceno) del agua; obteniendo una remoción del 60% de los contaminantes mencionados [5]. Otra investigación similar, también hace uso de la adsorción, pero utilizando carbón activado granular, este material fue probado debido a su amplia utilización en la remoción de contaminantes orgánicos en fase líquida, la adsorción sobre carbón activado aprovecha la alta porosidad del carbón para adsorber distintos tipos de contaminantes, esta alternativa representa una de las mejores tecnologías disponibles para la eliminación de contaminantes orgánicos; los investigadores en este caso lograron disminuir la DQO del agua residual en un 92% [6].
Por otra parte, un grupo de investigadores empleo un proceso de oxidación avanzada junto con biofiltros, en esta investigación se comparó el proceso oxidativo tipo Fenton y Foto-Fenton, cuyas muestras eran sometidas posterior a un proceso de biofiltros de balsa. Los resultados del proyecto permitieron concluir que el proceso de oxidación con el reactivo de Fenton a 40 ºC permite alcanzar resultados satisfactorios en la remoción de materia orgánica, COT, DQO y DBO5 para aguas residuales originadas por la industria gráfica, removiendo el 33,6% de COT, 50% de DQO y 98% de SST [7].
Con relación a la clarificación de este tipo de efluentes industriales, investigaciones adicionales han logrado comprobar que los mejores agentes coagulantes para el tratamiento de este tipo de aguas son el policloruro de aluminio, el sulfato de aluminio y el sulfato ferroso [8], [9], con estos coagulantes se alcanzan remociones significativas en términos de turbiedad, color y DQO. En cuanto al proceso de ozonización (oxidación con ozono), se ha confirmado que esta técnica representa una de las alternativas que permite la mineralización de una amplia variedad de compuestos orgánicos por efecto directo del ozono y la formación de radicales OH*, los cuales tiene un alto poder oxidante [10], [11]. También se ha logrado demostrar que con el uso de ozono en el papel de agente oxidante se pueden obtener remociones de DQO, fenoles totales y color que varían entre el 50% y el 95% [12]. Lo anterior demuestra que la oxidación con ozono aplicado al tratamiento de las aguas residuales generadas en impresión y teñido puede mejorar las características del efluente de los sistemas de tratamiento [13].
Pruebas realizadas con efluentes generados en curtiembre han logrado demostrar que la combinación de procesos de coagulación, aireación y ozonización mejoran la eficiencia en la disminución de la concentración de DQO a valores que varían entre el 80% y el 90% [14], del mismo modo en aguas contaminadas con pesticidas se ha demostrado que al acoplar o conformar un proceso de tratamiento por medio de coagulación, floculación, flotación y finalmente un proceso de oxidación con ozono, evidencian un buen desempeño para el tratamiento de dichas aguas [15], otras investigaciones señalan que realizar la pre coagulación seguida de ozono y tratamiento con ultrasonido mejora la eliminación de turbidez y coliformes en aguas superficiales [16], de este modo se puede suponer que la oxidación con ozono puede ser aplicable a aguas residuales obteniendo resultados favorables.
En el presente proyecto se emplea el esquema de coagulación, floculación, flotación y oxidación con ozono para la remoción de DQO, COT y turbiedad presente en las aguas residuales generadas en la industria gráfica con impresión tipo offset.
II. METODOLOGÍA
El proyecto fue desarrollado en las instalaciones de una empresa local de impresión grafica tipo Offset y en las instalaciones de la Universidad Libre, seccional Bogotá, sede bosque Popular. Las pruebas de tratamiento fueron llevadas a cabo en las instalaciones de la empresa, y los análisis de laboratorio en las instalaciones de la universidad. Las variables o parámetros de calidad del agua analizados fueron el pH, Turbiedad, Conductividad eléctrica (CE), Sólidos disueltos totales (SDT), DQO y carbono orgánico total (COT), todas las variables, medidas antes y después de cada ensayo y de cada etapa que compone los ensayos. Los análisis de los parámetros de calidad del agua fueron realizados con base en los procedimientos indicados en los métodos estándar para análisis de agua potable y residual [17]. En las instalaciones de la empresa, el agua residual producto del lavado de mantillas, neveras y baterías es almacenado en un isotanque de 1 m3 que tiene un tiempo de llenado de aproximadamente 1 mes; con base en esto, se realizaron ensayos de tratamiento en muestras de 1L del agua cuando el tanque de almacenamiento se encontrase al 75% de su capacidad máxima, es decir, 750 L. Las aguas residuales del proceso de producción de material litográfico contienen principalmente alcohol isopropílico, tintas, lavador offset y solución, además de pequeñas cantidades de adhesivos, barnices, descristalizador de rodillos, pega caucho, plate cleanner, goma universal y polvo antirepinte; junto a otros productos para realizar la limpieza de las máquinas de impresión offset [18].
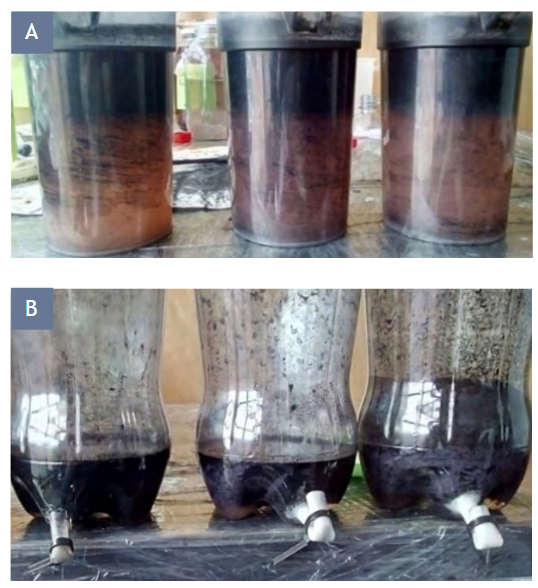
Con el objeto de determinar el coagulante de mejor desempeño en términos de clarificación del agua residual, se llevaron a cabo pruebas de jarras con tres tipos diferentes de coagulantes (policloruro de aluminio, sulfato de aluminio y sulfato ferroso) a una concentración de 50 g/L [19], [9]. Los ensayos fueron realizados en jarras plásticas con capacidad de 1 L, tal como puede observar en la Figura 1 (a). Al inicio de cada ensayo se determinó el pH, CE y SDT del agua; posterior a la determinación de las variables mencionadas, fue ajustado el pH inicial del agua residual a 9,0 [20], para esto se emplea NaOH a una concentración de 40 g/L (1 N), una vez ajustado el pH del agua, se procede a realizar las distintas pruebas de jarras con cada uno de los coagulantes, la mezcla rápida fue realizada durante 1 minuto a 200 rpm, posteriormente la velocidad de agitación fue ajustada a 40 rpm y se continuó la mezcla por 5 minutos [21], debido a la presencia de aceites y grasas, los lodos aglomerados tienden a flotar, proceso que toma aproximadamente 5 min, de manera que el tiempo total de clarificación fue de 11 minutos, posterior a la obtención del agua clarificada se separa el lodo extrayendo el agua por la parte inferior de la jarra, tal como se puede observar en la Figura 1 (b). Los ensayos descritos previamente fueron realizados para los tres diferentes coagulantes. La dosis optima de coagulante fue calculada a partir de la ecuación (1).
 [Ecuación 1]
[Ecuación 1]Con el objeto de mejorar la aglomeración de partículas, una vez determinada la dosis optima de coagulante, se llevaron a cabo ensayos que permitieron establecer la dosis optima de polímero y con ello, mejorar la compactación del lodo flotado y la clarificación del agua. La concentración de la solución de polímero empleado fue de 5 g/L. Una vez determinado el coagulante con el cual se logra la mayor remoción de sólidos, turbiedad, grasas y aceites, se realizaron ensayos para obtener un volumen mínimo de clarificado de 2 L a fin de poder continuar con la oxidación de materia orgánica a través de la inyección de ozono.
Cada ensayo de clarificación fue realizado por triplicado para cada uno de los agentes coagulantes probados, la adición de coagulante en cada experimento fue iniciada con 5 mL de coagulante a concentración de la solución madre y se fue incrementando este volumen hasta alcanzar los mejores resultados en términos de disminución de turbiedad.
El agua clarificada fue dispuesta en un recipiente con capacidad de 2 L, antes de iniciar el proceso de oxidación con ozono el pH, CE, SDT, DQO y COT del agua residual clarificada fueron determinados. El suministro de ozono fue hecho por medio de un generador de efecto corona con capacidad de generar 500 mg/h de ozono, se empleó un compresor que permitió suministrar un caudal de aire de 78 L/h, el aire fue dispersado a través de un difusor con tamaño de poro de 0,1 mm, el sistema de dispersión de la mezcla aire/ozono se presenta en la Figura 2.
La oxidación con ozono fue llevada a cabo por un periodo de tiempo de 12 h, el criterio fundamental de tiempo de oxidación fue realizar el tratamiento diario en batch, esperando disminuir tanto la peligrosidad como el alto contenido de materia orgánica presente en el agua residual. Una vez concluido el tiempo de oxidación el agua fue analizada con el objeto de calcular la efectividad del proceso. La oxidación con ozono hace parte de los llamados procesos de oxidación avanzada (POA) [22]. Una vez obtenidos los resultados de caracterización del agua residual, se determinó el porcentaje de remoción (%R) de las variables DQO, COT y turbiedad, para lo cual se empleó la ecuación (2).
 [Ecuación 2 ]
[Ecuación 2 ]De acuerdo con la Ec. (2), Ci y Cf corresponde a concen- tración inicial y concentración final respectivamente, para cada parámetro analizado.
Dada la complejidad de la muestra, desde el punto de vista de la diversidad de compuestos presentes en el agua, al finalizar la clarificación y oxidación fue tomada una muestra de cada una de estas y se efectuó un barrido espectrofotométrico en el rango comprendido entre 190 nm y 900 nm, el objetivo de esta prueba es confirmar cualitativamente la remoción de contaminantes por los cambios en las absorbancias de las muestras.
III. RESULTADOS
Los parámetros iniciales de la muestra de agua residual cuando el tanque de almacenamiento se encontró al 75% de llenado se presentan en la Tabla I.
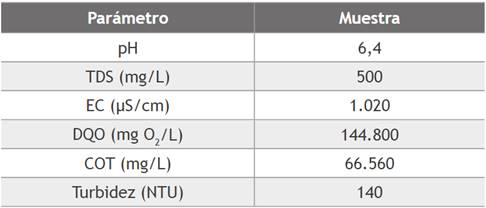
Es claro que la carga orgánica de estas aguas residuales es muy alta, motivo por el cual se presume que la clarificación no es suficiente para reducir significativamente la carga contaminante, y por ello se hace necesario hacer uso de una técnica adicional, para lograr la oxidación de la materia orgánica. De acuerdo con los ensayos preliminares realizados con los tres agentes coagulantes empleados, se pudo observar que el único que reaccionó con la muestra de agua residual fue el policloruro de aluminio (PAC). Obteniendo un agua clarificada de color naranja y con una baja turbidez. Este agente coagulante ha presentado los mejores resultados en investigaciones similares, con dosis optima de PAC que varían entre 295 mg/L y 2 g/L [23], [24]. Con base en lo anteriormente mencionado, es necesario señalar que el PAC fue el coagulante utilizado para el desarrollo del proyecto, toda vez que los demás agentes coagulantes utilizados no permitieron la aglomeración de partículas y por consiguiente la clarificación del agua. En la Tabla II se muestran los resultados de dosificaciones optimas tanto de NaOH, coagulante y polímero aniónico, así como las cantidades de cada uno de estos que deben ser adicionadas a cada metro cubico de agua residual que se deba tratar.
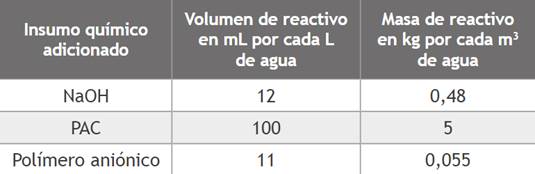
En la tabla anterior se observa que la cantidad de coagulante requerida es significativa para lograr la clarificación, de manera que se debe esperar un aumento de la CE y SDT en el agua. La inyección de ozono fue realizada por un periodo de 12 h, a lo largo de este tipo fueron suministrados 6 g O3. En este periodo de tiempo la muestra cambia de tonalidad, pasa de color naranja rojizo a verde claro, tal como se puede observar en la Figura 3.

Los resultados del análisis del agua clarificada y el agua después del proceso de oxidación son presentados en la Tabla III
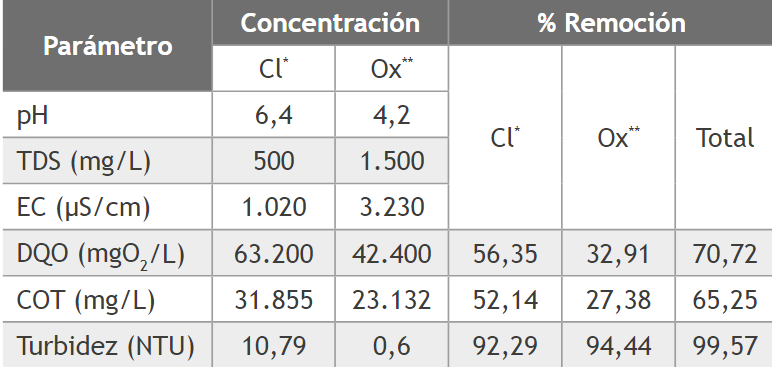
Los datos que aparecen en la Tabla III indican que la clarificación permite remover el 92,29% de la turbiedad, y la oxidación permite eliminar el 94,44% de turbiedad remanente, en otras palabras, el proceso implementado, da lugar a una remoción total de turbiedad del 99,57%, así mismo, las remociones totales de DQO y COT alcanzan valores de 70,72% y 65,25% respectivamente. La reducción de COT indica la mineralización de la materia orgánica presente en la muestra inicial, esta afirmación se confirma con la disminución de pH durante el proceso de oxidación, que alcanzó un valor de 2,2 unidades. La posible causa de la disminución de pH puede ser la dilución del CO2 en el agua y posterior formación de H2CO3 y, por consiguiente, el descenso del pH del agua tratada. Con el fin de tener una idea de los cambios en las características químicas de los compuestos presentes en el agua, se realiza un barrido de absorbancia a la muestra clarificada y a la muestra oxidada para la cual se alcanza la mayor remoción de los parámetros de interés. El barrido fue realizado entre 190 nm y 900 nm, a partir de 400 nm la absorbancia de las muestras fue nula. La Figura 4, contiene las curvas resultado del barrido espectrofotométrico.
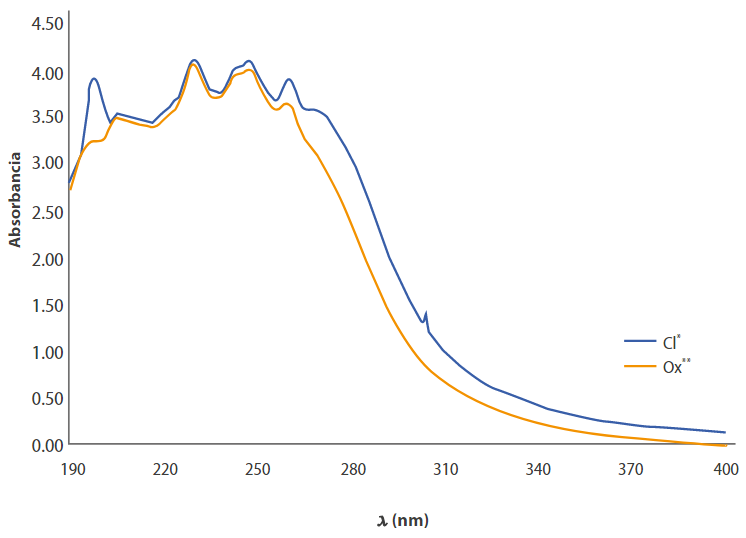
En la Figura 4 se logra comparar la absorbancia que pre- sentó el agua posterior al proceso de clarificación (Cl*) línea azul y el agua después del proceso de oxidación con ozono (Ox**) línea naranja, se observa que a partir de los 250 nm se presenta diferencias en las absorbancias de las muestras, lo cual denota cambios en la composición y concentración de las sustancias existentes en el agua residual tratada, en otras palabras, la gráfica de absorbancia denota el efecto de la ozonización en la disminución de concentración de contaminantes. Esta diferencia de absorbancia confirma la disminución de DQO y COT, con lo cual se reafirma la eliminación o mineralización de los contaminantes presentes en la muestra. Con base en los resultados experimentales, en la Tabla IV, se presenta el análisis de costo del proceso de tratamiento para 1 m3 de agua residual.
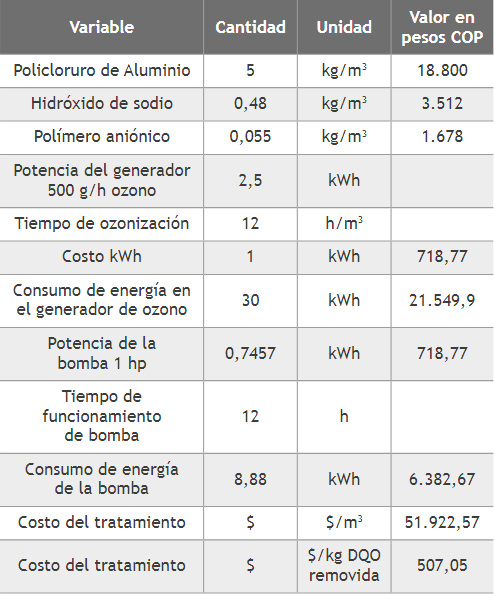
De la tabla anterior se tiene que el costo total, alcanza un valor de 51.922,57

para este caso el costo de remoción de Kg de DQO llega a 507,05

De esta manera, la alternativa de tratamiento propuesta puede llegar a ser considerada para el manejo de estas aguas.
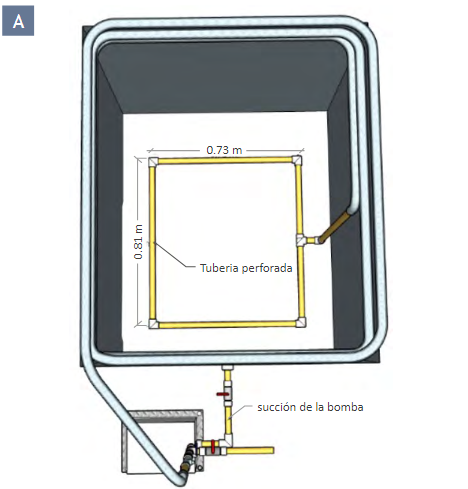
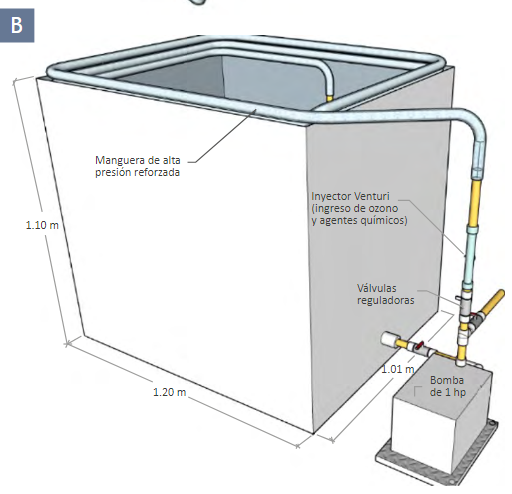
La Figura 5, es un esquema del sistema de tratamiento propuesto (clarificación, floculación, flotación, ozonización), en el caso de este tipo de empresas para las cuales el volumen de agua residual no es abundante, se hace posible almacenar el agua y realizar el tratamiento de esta, una vez el tanque alcance cierta capacidad
IV.DISCUSIÓN
Los resultados experimentales señalan que el mejor agente coagulante fue el PAC, en conjunto con polímero aniónico, para una dosis de coagulante de 5 g/L y 0,055 g de polímero aniónico, se logró remover la DQO hasta un 56,11%, el COT hasta un 52,14% y la turbiedad hasta un 92,29%. Estos resultados son similares a los obtenidos en [23] quienes utilizaron PAC con una dosificación de 2 g/L, logrando valores de remoción en DQO del 46,7% y en turbiedad 94,4%. Otros investigadores que hicieron uso de PAC a una dosificación de 1 g/L, alcanzaron una remoción de DQO del 85% [25], y experimentaron con coagulantes como el sulfato de aluminio Al2(SO4)3 y el sulfato ferroso FeSO4; y al igual que los resultados obtenidos en este proyecto el PAC es el más efectivo para remover sólidos y DQO en este tipo de aguas. Otros reportes indican que la coagulación con PAC realizada con pH de 6,80 a una dosificación de 295 mg/L permite remover el 98,53% de DQO y el 71,02% de turbiedad [24]. Se observan variaciones en las dosificaciones y remociones de estos estudios, lo cual se debe a la amplia variabilidad de los procesos de la industria gráfica, puesto que dependen del tipo de impresión e insumos químicos empleados en el proceso.
La oxidación con ozono es una técnica reconocida para eliminar materia orgánica del agua [26], esta técnica es lo que se conoce como un proceso de oxidación avanzada. En cuanto a la industria litográfica no se encontraron referentes bibliográficos para la utilización del ozono en el tratamiento de sus aguas residuales. Alguna de las técnicas de oxidación avanzada utilizadas para el trata- miento de aguas residuales de la industria litográfica ha sido, oxidación química por electrocoagulación con electrodos de Fe y Al, logrando remover el 75% de la DQO [27]; también se han utilizado electrodos de Zn con una eficiencia de remoción del 41% DQO, y con electrodos de Ti se ha logrado una remoción del 47% de la DQO [28]. Otra de las técnicas de oxidación avanzada implementadas han sido el uso de reactivo de Fenton, con este se lograron eficiencias de remoción de 92,4% para DQO [29], a través de Foto-Fenton, cuya variación respecto al reactivo de Fenton es que la reacción se lleva a cabo con presencia luz UV, para lograr la regeneración de la reacción de hierro; los investigadores reportan una remoción del 99,2% de la DQO y 98,9% en COT [30].
Importar imagen
Los resultados reportados en este documento señalan que solamente realizando la ozonización después de la clarificación, se logra remover un 32,91% de la DQO, 94,54% de la turbidez y un 27,38% en COT remanentes en el agua, con una dosis de ozono de 0,5

La ozonización directa tiene beneficio con respecto a otras técnicas, al no generar iones residuales en el agua a
diferencia de los procesos de Fenton o de electrocoagulación. Además, el ozono tiene la ventaja de ser generado in situ, requiriendo únicamente de energía electica para su obtención. El proceso de tratamiento evaluado alcanzó una remoción total de DQO del 70,72%, COT del 65,25%, y la turbidez del 99,57%, estos resultados son comparables con los reportados en otros estudios.
V.CONCLUSIONES
Con respecto al estudio realizado se puede mencionar que de los tres agentes coagulantes utilizados solamente el PAC permitió alcanzar resultados satisfactorios en tér minos de clarificación de agua, la dosis óptima de este fue
de 5

para un pH inicial de 9,0. La adición de 0,5 agua clarificada permite reducir las concentraciones de DQO, turbiedad y COT en 32,91%, 94,54% y 27,38% respectivamente. El tratamiento total, clarificación y ozonización permite reducir las concentraciones de DQO, COT y turbiedad en 70,72%, 65,25% y 99,57%. El costo del tratamiento total asciende a 51.922,57

agua clarificada permite reducir las concentraciones de DQO, turbiedad y COT en 32,91%, 94,54% y 27,38% respectivamente. El tratamiento total, clarificación y ozonización permite reducir las concentraciones de DQO, COT y turbiedad en 70,72%, 65,25% y 99,57%. El costo del tratamiento total asciende a 51.922,57

y de 507,05
La eficiencia de la ozonización se puede mejorar si se lleva el pH a valores entre 8,5 y 9,0 para los cuales el efecto oxidante del ozono se ve favorecido por la abundante presencia de iones OH en el agua, hecho que favorece la formación de radicales OH* para la reacción con ozono. Para lograr una mayor disminución de DQO y COT se requiere aumentar el tiempo de ozonización, el pH del agua durante el proceso e intensificarlo con radiación UV de 254 nm que incremente la producción de ozono y radicales OH*.
AGRADECIMIENTOS
Agradecemos a la empresa litográfica por el apoyo y colaboración a lo largo de la ejecución del proyecto.
REFERENCIAS
[1] W. Villalobos Gonzáles, J. P. Sibaja Brenes, J. C. Mora Barrantes, y B. Álvarez Garay, “Evaluación del impacto ambiental en una industria gráfica, que utiliza impresión litográfica tipo ‘offset’”, Uniciencia, vol. 35, núm. 1, pp. 367–383, jun. 2021, Doi: 10.15359/ru.35-1.23
[2] P. Vitale, P. B. Ramos, V. Colasurdo, M. B. Fernandez, y G. N. Eyler, “Treatment of real wastewater from the graphic industry using advanced oxidation technologies: Degradation models and feasibility analysis”, J. Clean. Prod., vol. 206, pp. 1041–1050, ene. 2019, Doi: 10.1016/J.JCLEPRO.2018.09.105
[3] C. Zampeta, M. Mastrantonaki, N. Katsaouni, Z. Frontistis, P. G. Koutsoukos, y D. V. Vayenas, “Treatment of printing ink wastewater using a continuous flow electrocoagulation reactor”, J. Environ. Manage., vol. 314, 2022, Doi: 10.1016/j. jenvman.2022.115033
[4] MINISTERIO DE AMBIENTE Y DESARROLLO SOSTENIBLE, Decreto 4741 de 2005. 2005, pp. 1–14.
[5] C. Monteiro, C. Ventura, y F. Martins, “A new approach for the extraction of pollutants from wastewaters handled by the graphic industry”, J. Environ. Manage., vol. 122, pp. 99–104, 2013, Doi: 10.1016/j.jenvman.2013.01.039
[6] J. C. Torresano Pazmiño, “Diseño de una Planta para el Tratamiento de los Efluentes Líquidos de la Industria Gráfica”, Escuela Politécnica Nacional, Quito, 2017. https://bibdigital.epn.edu.ec/ handle/15000/16985
[7] V. Landiva, E. Marín, “Aplicación de técnicas avanzadas de oxidación (TAO’s) combinadas con biofiltros para el tratamiento de aguas residuales de la industria gráfica”, 2014. https://www.dspace.espol.edu.ec/handle/123456789/38919
[8] T. Medina, “Evaluación de los coagulantes sulfato de aluminio tipo a y policloruro de aluminio para reducir la turbiedad del agua de procesos para una planta piloto de flotación”, 2021. http://hdl. handle.net/20.500.12773/12922
[9] F. Martínez, “Tratamiento de aguas residuales industriales mediante electrocoagulación y coa- gulación convencional”, 2007. https://dialnet. unirioja.es/servlet/tesis?codigo=77603
[10] T. Ho, C. Wu, T. Han, W. Syu, “Mineralization of sulfonamides from wastewater using ozone-based systems”, Water Sci Technol, Vol: 84, Issue 6: 1379– 1388, 2021. Doi: 10.2166/wst.2021.325
[11] C. Calvo, K. Valderrama, R. Agudelo, K. Perez, C. Campo, “Reducción de la concentración de DQO y COT en aguas residuales de la industria farmacéutica empleando ozono catalizado por Fe2+. Estudio de caso a escala real”. 2021. Doi: 10.21789/22561498.1707
[12] N. Ramírez-Ramírez, M. C. Espinosa-Lloréns, L. A. Fernández-García, E. Véliz-Lorenzo, and Y. Ramos- Rodríguez, “Treatment with Ozone of Wastewater Containing Tannins from Vegetal Tannery,” Water Technol. 2016.http://www.scielo.org.mx/scielo.phpscript=sci_arttext&pid=S2007-24222016
[13] S. Zhang, H. Ren, K. Fu, W. Cheng, D. Wu, C. Luo, S. Jiang, J. Li, M. Zhang. “Preparation of Mn/Mg/ Ce Ternary ozone catalyst and its mechanism for degradation of printing and dyening wastewater”. 2022. https://www.researchgate.net/publica- tion/357836622_Preparation_of_MnMgCe_Ternary_Ozone_Catalyst_and_Its_Mechanism_for_he_ Degradation_of_Printing_and_Dyeing_Wastewater
[14] K. Sivagami, K. P. Sakthivel, and I. M. Nambi. Advanced oxidation processes for the treatment of tannery wastewater. 2017. Doi: 10.1016/j. jece.2017.06.004
[15] S. CAao, L. Chen, M. Zhao, A. Liu, M. Wang, Y. Sol, “Advanced Treatment of Phosphorus Pesti- cide Wastewater Using an Integrated Process of Coagulation and Ozone Catalytic Oxidation”, 2022. Disponible en: https://www.mdpi.com/2073- 4344/12/1/103/htm
[16] P. Setareh, M. Pirsaheb, S. Khezri, H. Hossaini, “Improving natural organic matter and turbidity removal from surface water by pre-coagulation combined with ozone/ultrasound”. 2021. Dis- ponible en: https://iwaponline.com/ws/arti- cle/21/4/1410/78198/Improving-natural-organ- ic-matter-and-turbidity
[17] Rice EW, Baird RB, Eaton AD. Standard Methods for the Examination of Water and Wastewater. 23 ed. American Public Health Association, American Water Works Association, Water Environment Federation; 2017.
J. P. Cruz Martínez and P. Guerrero Fernández, “Limpieza manual de máquinas de impresión offset: exposición a disolventes orgánicos,” Universidad de Jaén, 2022. https://hdl.handle. net/10953.1/17738
[19] N. D. Arteaga Sandoval. Limpieza del proceso de coagulación del sistema fisicoquímico de lamelas de una PTARI. Un estudio de caso en Sesquilé. 2022. https://repository.unad.edu.co/handle/105 96/48123
[20] L. Perez, A. Yugcha. Optimización del proceso de coagulación en el tratamiento de agua a partir de la adición de basificantes en la planta de tratamiento de agua potable Casigana de la EP- EMAPA-A. 2018. http://repositorio.uta.edu.ec/ handle/123456789/28451
[21] D. Fuquene, A. Yate. Ensayo de jarras para el control del proceso de coagulación en el tratamiento de aguas residuales industriales. 2018. Doi: 10.22490/ ECAPMA.2771
[22] M. Mahdi, T. Mohammed, J. Majar, “Advanced Oxidation Processes (AOPs) for treatment of antibiotics in wastewater: A review”, IOP Conference Series: Earth and Environmental Science, vol: 779, 2021. https://iopscience.iop. org/article/10.1088/1755-1315/779/1/012109/ meta
[23] S. Ghafari, H. A. Aziz, M. H. Isa, y A. A. Zinatizadeh, “Application of response surface methodology (RSM) to optimize coagulation-flocculation treat- ment of leachate using poly-aluminum chloride (PAC) and alum”, J. Hazard. Mater., vol. 163, núm. 2–3, pp. 650–656, 2009, Doi: 10.1016/j. jhazmat.2008.07.090
[24] H. Shaheed, R. Mohamed, M. Al-Sahari, N. S. Mohd- Zind, A. Al-Gheethi, y T. Alomari, “Coagulation and flocculation of printing ink effluent using polyaluminium chloride (Pac): Optimization and phytotoxicity study”, Desalin. Water Treat., vol. 208, núm. April, pp. 303–311, 2020, Doi: 10.5004/ dwt.2020.26408
[25] X. Ma y H. Xia, “Optimization of coagulation process for treatment of water-based printing ink wastewater”, 2010 4th Int. Conf. Bioinforma. Biomed. Eng. iCBBE 2010, núm. 20061080, 2010,
[26] L. T. Phan, H. Schaar, E. Saracevic, J. Krampe, y N. Kreuzinger, “Effect of ozonation on the biodegradability of urban wastewater treatment plant effluent”, Sci. Total Environ., vol. 812, p. 152466, mar. 2022, Doi: 10.1016/J.SCITOTENV. 2021.152466
[27] K. P. Papadopoulos et al., “Treatment of printing ink wastewater using electrocoagulation”, J. Environ. Manage., vol. 237, núm. February, pp. 442–448, 2019, Doi: 10.1016/j.jenvman.2019.02.080
[28] S. M. Safwat, “Treatment of real printing was- tewater using electrocoagulation process with titanium and zinc electrodes”, J. Water Process Eng., vol. 34, núm. September 2019, p. 101137, 2020, Doi: 10.1016/j.jwpe.2020.101137
[29] X. J. Ma y H. L. Xia, “Treatment of water-based printing ink wastewater by Fenton process combined with coagulation”, J. Hazard. Mater., vol. 162, núm. 1, pp. 386–390, 2009, Doi: 10.1016/j. jhazmat.2008.05.068
[30] A. M. Senn, Y. M. Russo, y M. I. Litter, “Treatment of wastewater from an alkaline cleaning solution by combined coagulation and photo-Fenton pro- cesses”, Sep. Purif. Technol., vol. 132, pp. 552– 560, 2014, Doi: 10.1016/j.seppur.2014.06.

